Additive Manufacturing
CCM Research Group supports both academic research and industry-facing prototyping through an integrated additive manufacturing workflow that spans material formulation, filament production, 3D printing, and prototype testing. The equipment for additive manufacturing covers a variety of materials, such as ceramics, cements and polymers.
Our polymer AM capabilities are centered on fused filament fabrication (FFF) using the Creality Ender 3 Pro and Creality K1C, complemented by in-house filament development with the 3devo Filament Maker ONE. The Ender 3 Pro (220 × 220 × 250 mm) is used as a baseline, highly repeatable platform for prototyping and composite screening, routinely processing PLA, PETG, and PLA composites. We typically run nozzle temperatures in the 180–250 °C range (up to 260 °C for short periods) with a heated bed up to 110 °C, and we select nozzle diameters based on material demands: 0.4 mm for standard PLA/PETG to maintain fine features and dimensional fidelity, and 0.6–1.0 mm for abrasive, composite filaments to improve flow stability, reduce clogging risk, and enable higher extrusion throughput. The enclosed Creality K1C (220 × 220 × 250 mm) is used for rapid iteration and batch production of PLA and PETG parts, providing improved thermal stability and repeatability for high-throughput sample series (DoE-style printing), functional day-to-day prototypes, and controlled print campaigns.
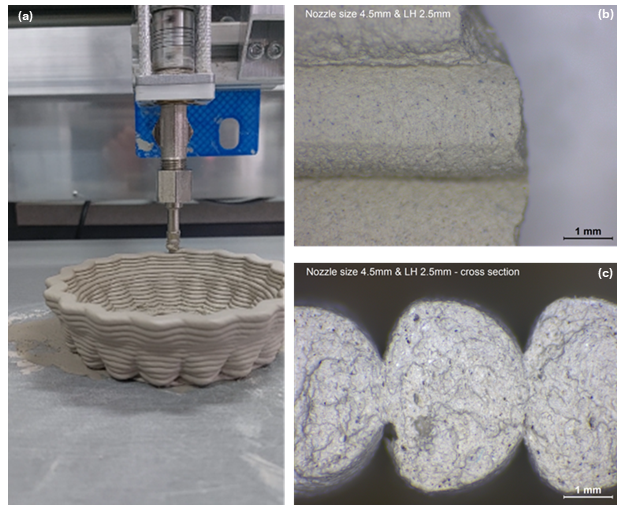
For ceramic and clay-based materials, we use the StoneFlower 3.0 multimaterial platform in paste/direct ink writing (DIW) mode to produce research-grade ceramic prototypes and architected geometries with tailored toolpaths and controlled porosity, supporting ceramic processing studies and application-driven demonstrators.
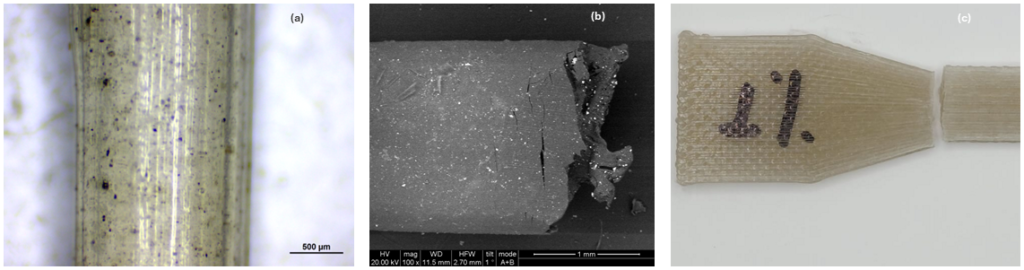
Using our filament extruder, 3devo Filament Maker ONE we produce small batches of custom thermoplastic and composite filaments-particularly PLA/PETG and PLA mixed with additives-enabling fast development cycles from formulation to print-ready material and allowing us to link filament composition and extrusion behavior to printability and final part performance.